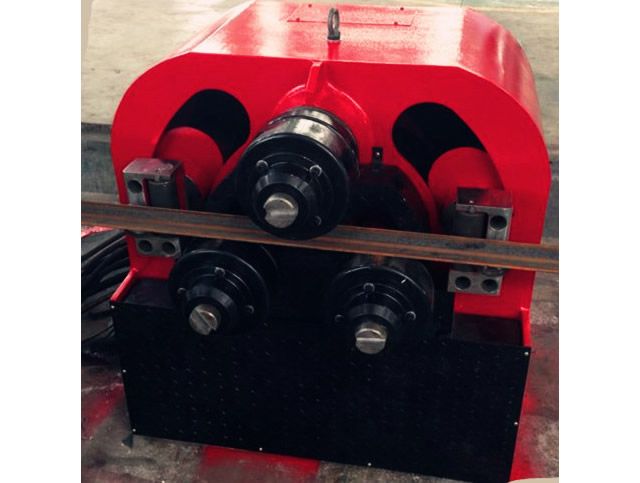
我相信很多人对卷板机的使用都有了解吧,虽然卷板机常常出现在各大制造行业,会操作得人也不少,但真正了解的人,可谓是少之又少,特别是操作卷板机卷圆又快又好的,下面就让小编带大家一起来看看卷板机怎样使用才能卷得又快又好。
你卷制的圆桶直径小(即曲率半径小)、壁厚,用四辊卷板机卷制前应制做一圆弧样板,边预弯边用样板检查预弯弧度,应稍多弯曲一点,但不要太多,这一步应过细一点。
这样卷出来的筒体很接近标准圆筒尺寸,对下一步矫园就容易多了(也可通过计算四辊的升降高度预制出符合要求的预弯弧度,但计算过程比较复杂)。
如果预弯时量过大或不足,在焊接完成后,均可用一圆弧斜铁在卷板机上,对噘嘴或内陷处的焊缝进行垫校即可卷制出合格的筒体。

1.卷制方法
主要是在卷板机上将钢板坯料卷制成扁圆形:
(1)将坯料在长度方向的中间部位画一条线,作为控制线;
(2)分别将坯料两半卷成两半圆,不难看出,扁圆的直线段部分正是剩余直边部分。
卷制扁圆时,最主要的是控制错移,为此要准确地对中和保持母线与轧辊的平行。在卷扁圆时,还容易发生过卷现象,这时只好将它拉开后进行点焊。卷后的外形一般应使对接处稍凹下些,不要凸出。
2.矫正
卷圈后要进行矫圆,矫圆是在对接口焊接纵缝双面焊后再到卷板机上矫圆。矫圆比卷圆难度大,而且费时,其具体方法为:
(1)先用上轧辊对扁圆的直线段反复辊卷,两直线段交替进行;
(2)用上辊对全周周进行反复辊卷,上辊压下量与抬起量可先调整好。
矫圆前的对接口内、外焊缝加强高不要超过1mm,否则矫圆时会发生跳动,对卷板机损害较大。
这种方法卷制出来的圆筒圆度偏差很小,椭圆度可控制在3 mm以内。但由于需经过两次辊卷,矫圆费时,生产率相对较低。如果没有预弯的设备、工具,单件或成批生产圆筒形工件时,该方法不失是一种好方法,而且大大节约了材料。
该方法应用范围:卷成扁圆后的半圆直径应大于或等于卷板机能卷制圆筒的最小直径。
3. 注意事项
(1)卷板机必须有专人负责管理。
(2)操作人员必须熟悉卷板机的结构性能和使用方法,经负责管理人员同意后,方可进行操作。
(3)开机前要仔细检查安全装置是否完好;操作时,严禁手、脚放在滚轴和传动部件及工件上。
(4)工作中断后,应将离合器打至空档。
(5)严禁超负荷工作。
(6)作业完毕,应切断电源,并锁好电源箱。
|