0 引言
数控系统主要是由硬件和软件两大部分组成。系统控制软件配合硬件合理的组织、管理数据系统的输入、数据处理、插补和输出信息与控制执行部件,使数控卷板机按照操作者的要求,实现卷制。
1 数控系统的硬件设计
该系统采用层次化CNC系统思想,即PC工控机的CPU作为核心管理者,完成对底层设备的管理和宏观控制。而卷板机的位置控制PLC 控制由PMAC Programmable Multiple-Axes Controller 的专用CPU来控制。根据以上硬件设计原则,结合卷板机数控系统的特点,提出了一种以PMAC运动控制器为控制核心,工控机为系统支撑单元的双CPU开放式数控系统。
硬件设计应用了PC硬件技术。整个系统的基础是Pentium III 400 工业控制机,采用工控机的CPU 作为系统的主处理器,完成系统的管理、人机交互动态显示、预处理、参考计算及图像处理。采用标准总线技术(ISA 总线),有效的解决了因总线不同所带来的硬件不能公用问题。
具有强大的人机交互操作功能。机床操作人员可以通过软盘在I/O 设备输入加工所需信息,也可以通过系统所提供的编辑功能,输入加工信息系统运行时,显示器上的图像和数据反映各个位置传感器反馈的加工信息。可以通过键盘或操作面板进行控制。横移等位置检测传感器采用磁栅R,其精度为0.05mm。主轴位置检测传感器为旋转编码器,1048线。通过位置传感器反馈达到半闭环控制,以保证机床的定位精度和运动精度。强大的开放式模块化硬件结构。CNC 系统包括以下模块:运动控制模块、PLC 模块、基本输入输出模块、通讯模块。运动控制模块是独立完成运动功能的模块,是硬件和软件的集合体,控制目标是速度位置及转矩。PMAC 是功能强大的运动控制器,在系统中起着关键作用,是极其重要的一个模块。
PMAC自带高速CPU,是一个具有独立内存、独立运算操作能力的计算机,可接受PC主机的命令进行工作,也可脱机运行独立工作。系统开发了PMAC运动控制器的如下功能:1,用增量式A/B正交编码器实现位置和速度反馈,也可以连接一些适当的附件实现反馈。2,运用PMAC运动控制器的DSP板具有的强大的计算功能,对变量、常量进行算术、逻辑以及超越运算操作,进而避免了主机在进行这些操作时所造成的计算延迟和通讯延迟。3,利用PMAC的多轴运动程序管理功能。PMAC运动控制器的内存可以存储多达256 个运动程序。在PMAC运动控制上执行的运动控制语言具有BASIC或C等高级计算机语言的特点,同时它与G代码机床兼容,并且可直接接受G代码命令。计算结构和逻辑结构与计算机语言相似,并且运动规范与机床工业中所使用的相似。4,后台PLC功能。当运动程序在前台有序地运行时,PMAC 运动控制器可以在后台运行多达32不同PLC功能。同时PMAC提供了非专用的数字输入和输出口。利用这些I/O口,程序可以完成PLC功能PLC程序与运动程序共享同一种逻辑结构,但不能控制运动轴。
PMAC接口的设计。卷板机数控系统的执行元件并不是伺服电机,其位置控制是通过磁栅和旋转编码器来实现位置反馈,使用MACHI口连接了4组传感器,用来检测位置实现位置控制卷板机控制系统中所有状态检测和所有元器件控制都是由PMAC的输入、输出控制板控制的其原理如图2所示。

采用双端口RAM(DPRAM)作为主机和PMAC之间通讯的桥梁。DPRAM是PMAC的备选件,为主机和PMAC之间的可以共享的高速内存区。利用DPRAM,PMAC 和主机之间可以实现高速重复不需“握手”的数据通讯,实时方便地进行数据交换。例如,主机可以将位置、速度信息实时地AM发送到PMAC,由PMAC 进行位置控制;同时,主机还可以读取PMAC 存放在DPRAM中的机床状态信息。
此数控系统采用计算机总线和PMAC 进行通讯,实现主机的实时中断,进而有效地提高了通讯效率和通讯速度。当PMAC产生的终端信号出现在主机的总线上时,主机开始计算新的控制数据并将数据写入到DPRAM中,PMAC 则从DPRAM中读出数据对电机进行控制;同时主机从DPRAM 中读出反馈数据,进行处理,完成实时显示机床位置机床状态监控等功能。
2 数控系统的软件设计
为了保持所开发系统的技术先进性,同时使系统有一定的功能可扩展性,项目选择了开放式数控系统的设计思想与方法。其系统的总体方案如图3所示。

系统设计与开发采用了面向对象的方法因为这种方法模拟了人类认知客观世界的过程;具有封装性,集成性,以及消息驱动等一系列特性,使得改造的系统模块清晰、组装维护方便,可扩充性可重组性强;面向对象模型将概念模型、逻辑模型和物理模型统一到一起,极大的降低了系统的理解难度。
采用PMAC可编程多轴控制器,因为它的开发界面非常友好。它提供的PWIN 编程工具完全在Windows 环境,运行编辑修改非常容易。
遵照面向对象的系统设计与分析的主导思想,系统设计成若干个对象模块的有机组合。宏观上看系统分为系统层、应用层和物理层三个层面,如图4所示。主要解决IPC 与PMAC,FlyVideo继承的一系列技术问题,因为PMAC 有自己的CPU 和RAM 还有EPROM; FlyVido 也有自己的RAM和相应的运算器,而PMAC和FlyVideo都是以总线方式与IPC相连,IPC要将这些资源和自身资源集成到一起形成完整的控制系统,必须有有效的集成手段。应用层是系统的主体部分,由若干个功能模块组成。在系统层的支持下,各功能模块独立完成一部分任务,从而实现系统的所有控制目标。物理层是与物理空间相对应的机制,由若干和存储文件结构对应的数据结构组成,用来满足人机交互和访问数据库的需求。

软件设计过程中还必须实现下面这些技术要求:
(1) 上位机与下位机的实时通讯:上位机与下位机的实时通讯是利用DELTA TAU DATASYSTEM 公司提供的与PMAC相配套的PtalkDT类实现的。PtalkDT类通过添加ActiveX 的方式加以实例化,并由其中的GetResponse()方法完成双向通讯。上位机与下位机通讯的速度取决于主计算机的主频、PMAC CPU 的速度,以及系统程序和下位机控制程序的大小。
(2) 视频显示:视频信号的处理及图像显示控制是通过对视频卡的二次开发实现的。FlyVideo视频卡提供了OCX标准控件Capwnd与应用系统进行集成。该控件的16 个主要方法和7 个属性由MFC42.DLL 和MSVCRT.DLL两个动态连接库支持,借助这两个动态连接库支持,系统开发了Overlay 和Peview 两种图像显示模式,以方便现场的不同要求。
(3) 稳压电源:大型卷板设备工作环境恶劣,尤其是电网电压极不稳定,很容易冲击数控系统,造成死机。其结果轻则产品作废,重则损坏设备,损失难以估量。为了防止数控系统因电源干扰而产生控制失误,系统专门配置了响应速度小于0.1ms 的在线不间断稳压电源。除此之外,系统还在软件设计上进行了必要的处理,为每个动作编制了滤波程序。
(4) 控制时钟:系统控制时钟主要是从保证系统正常运行的角度,周期扫描下位机I/O 口、视频信号状态,以及中断请求信息,实现上位机与下位机的实时通讯;获取运动坐标当前值;动态管理数据库;在线决策程序进程等。此模块由标准控件Timer 实现。为了提高可靠性,系统采用单时钟驱动时钟,扫描周期80ms。
3 结论
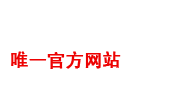
经过生产实践的检验,17000kNx3000mm上辊万能式卷板机数控系统的软件和硬件设计完全符合生产。在生产过程中,系统控制软件配合硬件顺利地进行数据输入、数据处理、信息输出以及对执行部件的控制,使数控卷板机按照设计要求,安全可靠地运行自动卷制工艺过程。
参考文献
[1] 李佳.大型卷板设备数控系统设计 [J].重型机,2001,6.
[2] 李志坚.并联机床开放式数控系统 [J].机械工程,2001(3).
[3] Solving some discrepancy problems in NC [J].Algorithmica,2001(3).
|