1. 引言
随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已经扩展到了几乎所有的工业领域。PLC是以微处理器为基础的通用工业控制装置,它的应用面广、功能强大、使用方便,是当代工业自动化的主要设备之一。【1】PLC已经广泛的应用在各种机械设备和生产过程的自动控制系统中,PLC在其他领域,例如民用和家庭自动化的应用也得到了迅速的发展。
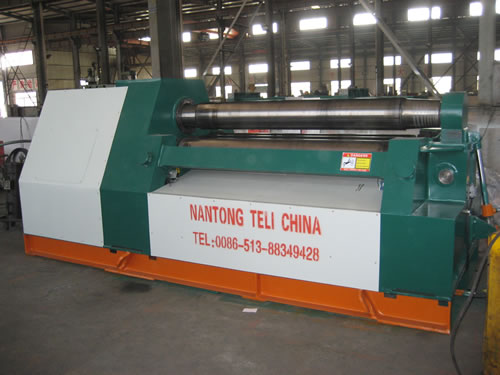
卷板机是机械加工中的重要设备,应用范围广泛,可广泛应用于石油、石油化工、制药、冶金、造纸、电力、食品及轻工等工业领域。我们研发的卷板机电气控制系统具有直观性、可靠性和较高的性价比,已经大量应用在大型船厂和空调加工厂,经应用证明具有很好效果,提高工人工作效率,产生很大的经济效益。
2. 工艺流程
本文所讨论的四辊卷板机上辊旋转为机械转动,下辊和侧辊升降为液压传动,操作采用电气集中控制,该机一次上料能完成板料两端的预变及卷制筒形,弧形工件,还可以对金属板料进行一定的整形和校平工作,有直接预弯,省事、省料之功效,上辊、下辊、侧辊两端固定旋转编码器,将辊旋转次数转换成六路高速脉冲信号,传送到PLC实现逻辑功能。自动控制要求主要有方便的任意点位置的定位,机械本体系统参数修整设置,故障诊断提示功能,简洁高效的系统操作提示及报警可在操作面板上显示,系统的启动、停止以及急停可在任何状态下进行。经过分析,需要六路高速输入通道,可以采用两个性能稳定、成本低廉的西门子S7-200系列的PLC就可以满足要求。
3. 控制系统硬件配置
PLC选用S7-200 PLC的型号为CPU226 DC/DC/24输入/16输出,自带4个两相高速计数器(30KHz),两个RS485接口。
人机界面选用SOLT500D-C彩色触摸屏,可以与市场上主流PLC厂家的PLC直接通讯(正是由于其兼容性强才决定选用此产品),还可以通过MODBUS协议跟单片机直接通讯。SOLCN触摸屏软件esol5.8,支持离线模拟功能,在没有触摸屏的情况下,可以在电脑上模拟编辑好的程序,使用起来非常方便。
4. 控制系统软件设计及功能
系统的软件主要由触摸屏参数设置和流程实时检测及PLC采集现场信息进行逻辑控制。触摸屏软件主要有系统图、工艺参数实时显示、参数设置、系统简介、报警、诊断等画面,这些画面可以让工人直观方便的掌握机器运行状态,也可以方便用户进行后期的设备维护。如图4、图5、图6所示部分子画面。
PLC采集现场信号,进行逻辑控制,实时输出控制量,达到控制目标。控制系统的逻辑关系在STEP7—Micro/WINV4.0环境下设计PLC的梯形图,实现逻辑自动控制。下面给出部分主要程序的梯形图。
4.1 PLC 程序设计
本系统需要输入六路高速计数信号,一个S7-200 PLC不能满足要求,通过两个西门子PLC组网来解决这个问题。两个PLC组网的通信程序可以由S7-200指令向导的NETR/NETW功能创建,在每个扫描周期内使用SM0.0即可在主程序中调用此子程序。

(图1)
旋转编码器是高速脉冲信号,PLC低速输入端口无法捕捉,必须使用内置高速脉冲信号计数器,图1中,Network1为从PLC高速计数器HSC0,HSC1,HSC2将接收的旋转编码器的脉冲信号传入主PLC的读缓冲区VD300,VD304,VD308中,在主PLC中进行逻辑控制。Network2为数据在主PLC处理后传送至从PLC读缓冲区。

(图2)
控制系统参数非常重要,如果由于意外突然断电丢失数据,将会对生产过程造成很大的损失,为了防止此类情况的发生,本系统设计了六路高速计数器的掉电保持程序。图2为从PLC的高速计数器HSC0的掉电保持程序,HSC0的传输数据存储区VD1000在传递给主PLC的读缓冲区同时传入存储区SMD38,置位SMB37,指定高速计数器HSC0。将PLC数据保存在存储区中。其它高速计数器同样做此设计。人机中的配方数据寄存器长度为32K(32768)字节。断电保存类型。主要用于与PLC指量交换数据,如用于生产工艺控制数据的保存及重新设置等。用户必须自动计算配方地址的使用情况,不允许重复使用同一地址。【2】

(图3)
本系统采用了速肯触摸屏作为人机界面,图3为触摸屏控制高速计数器HSC0清零功能,触摸屏操作的清零按钮对应的PLC地址M31.0,当触摸屏按键动作时,M31.0的值相应改变,将存储区SMD38,VD1000清零,SMB37置位,从而实现了清零效果。触摸屏的其他功能也是指定相应PLC存储区地址即可。
4.2触摸屏画面设计

(图4)
图4为触摸屏手动状态的界面,左侧实时显示三个辊的坐标值,右侧为三个辊坐标的图形化显示,下侧为油泵电机和主电机的工作状态。当按下手动按钮后,触摸屏界面如图5所示,三辊的运动状态变为自动锁定状态,不可进行手工操作。

(图5)
在工作过程中出现任何异常情况,可按操作台上的急停按钮进入急停状态,来保护现场。外部信号或操作失误自动进入报警画面,也可手动进入查看。报警时外部红灯点亮,且屏幕上报警菜单闪烁,提示设备故障点。故障排除后自动返回。如果出现主电机过热,油泵电机过热,三辊运动超行程时,也会自动弹出报警界面,如图6,图7所示,避免不必要的损失。


(图6) (图7)
4.3系统调试
主站PLC RS-485接口与速肯触摸屏COM0用电缆直接连接通信,两个PLC直接设成主站从站后通过RS-485进行通讯。笔记本用PC/PPI电缆线与PLC连接,下装系统的PLC程序,运用SIEMENS Mananger软件的在线监控功能,在线监控PLC程序的运行状态,完成系统调试。
根据生产的需要,可以对各辊的上行程保护位置设定,直接输入需要修正的数值。电机启动延时,(即电机停止后,惯性运行的时间段)调整时应 >实际时间,单位为100ms。频敏分离时间(即电机带频敏启动器运行的时间,根据电机实际额定速度接近到达时间而定),调整时应 <实际需要时间,单位为100ms。位置比与跟踪误差值修正,默认脉冲/位置比设置为1,自动跟踪误差设置为1。
5. 结束语
根据WB12N-12X2500卷板机型卷板机的特点进行设计的电气控制系统,具有投资小,安装调试简单,可靠性高,目前该控制系统在多家空调生产厂家,大型船厂等地方,运行稳定可靠,获得满意的效果。
|