Һѹ���豸�ķ�չ�ǰ��湤ҵ�����ķ�չͬ�����еģ�������ʷҲ�DZȽ��������ƾõġ������ķ�չ����������Ҳ���Կ��������豸�ķ�չ���ƾ��Ǵ������ԭʼ����������չ�������Ƚ����¼�������ĸ�Ч�������ٻ������������ػ�����������
����̸һ�¶ʹ��ķ�չ���̼���չ���ơ��ʹ���һ������϶������ܵĶ�ѹ�豸���ڶ��칤ҵ��һֱ��������Ҫ���ã��ǻ�е����ҵ��������㣬����ȱ�ٵ�һ�ֶ�ѹ�豸����Ȼ��������һЩ��ѹ�豸��Һѹ���ͻ�еѹ�����ȵij��ֺͷ�չ����һ���̶���ȡ����һ���ֶʹ��Ĺ���������ֱ�����ڣ��ʹ���������ģ�ʹ����ڸ������칤ҵ����ռ������λ���������ģ�ͼ������ڴ��������ġ�
���水��ʱ����Ⱥ�ͷ�չ�������ܶʹ���
(һ)����е����
��е����һ�ֱȽϹ��ϵĶʹ����������ķ�չ�����սṹ��ʽ��Ϊ�и˴���Ƥ���������ɴ�����˿������
���ִ����ŵ���ǽṹ��Ͷ���١�����ȱ����Ǵ��Ƶ�εͣ�����������С������Ч�ʵͣ��ͼ����Ȳ���ҹ�ijЩ���������д�����е����ʹ���У�����������ijЩ��չ�й�����ӡ�ȵȹ��ң�ģ�ʹ�����Ƥ����Ϊ����
(��)����-�նʹ�
��-�նʹ���������20���Ӧ�˶����ġ�����������ʽ��һ�����Թ�ҵ��¯Ϊ����վ��������Ϊ�������ʵĶʹ�����һ�����Կ���ѹ����Ϊ����վ����ѹ������Ϊ�������ʵĶʹ��������ŵ��ǣ�a.�ṹ���������㣻b.��۵ͣ�ά���㡣
ȱ���ǣ�a.���������ʼ��ͣ�ֻ��1%�D�D2%֮�䣻b.���쾫�ȵͣ����������ε�����ʽ����ͷ��������Ķͼ����ȵ͡�
Ŀǰ����-�նʹ���·Ӧ���ڲ����Ƚ��ĵ�Һ���������и��죬���������Dz����ִ���Һ���������ĵ�Һ����װ��ȡ��ԭ�жʹ�����������վ������ԭ�л��ܡ�����������������������ʿ����90%���ϡ�Ŀǰ���ڵ���-�նʹ��������Ѹ�����ϣ��������г��������˹��ӡ�ȵȹ��Ҷ��ⷽ������ܴ�
(��)��������
��������������Ҳ�ǿ�����������ѹ�����������豸�����Ĵ�����������ѹ����������ѹ���������ݵ���������(����)�Ͻ��ж����ġ�������֪����������Ŀǰ������ҵʹ����㷺���豸֮һ����Ҫ�������ɶ��죬��֡��γ�����ס��ȼ����ͺ���������Ťת��̥ģ����ȹ���ͬʱ��Ӧ���ڴ���ģ�ͼ������������������������ʹ���ȣ�Ͷ��ɱ��͡�����Ⱦ������ʹ�����������㣬�������ܿɿ����ŵ㣬��ͨ�õ��˹���û����Ͽɡ�
����˾Ŀǰ�������������������������ȫ�Ĺ�˾���������Ĺ��ұ��ǰ���˾����ƶ��ġ�����˾��С���Ŀ�����Ϊ9kg��Ŀǰ����������С�Ŀ����������2000kg������Ҳ�ǹ��������Ŀ�������
(��)����Һ��
�ҹ��ĵ�Һ�������������Ȱ�Һѹ����ԭ�����ڴ�ͳ���նʹ����ж���ͷ��������Ļ����ϣ���չ�����ģ��ڡ���ͷ����������������ҹ�������Ա��Һѹϵͳ�Ͽ��ٷ��ͷ�����ؿ��Ʒ������IJ��ϴ��ºĽ���ʹ�������������Ӧ����ģ�ʹ�������Ҳ��Ӧ�������ɶʹ��ϣ���˷�չ�ٶȺܿ졣����ʮ�����������ִ�Һѹ�����͵�ؼ����ĸ��ٷ�չ����Ч���ܵĵ�Һ���Ѿ���Ϊ�ʹ��е���������
Һ��ʽ��Һ���Ļ���ԭ���ǣ���������ǻ�Ƿ�յĸ�ѹ��������ǻ��Һѹ�ͣ��м俿���˻���������ϵͳ����ǻ�������ƣ���ǻ���ͣ���ͷ��������ѹ�����ܵ�ѹ����������������ǻ���ͣ���ѹ������������������ͷ�������ơ���ѹ������Һѹ���ܡ�����Һ����ͷ������������һ�����壬��Ϊ����ʱ�������͵����䣨������ʱ�������ڵ���Һ�����ܽ������ڵ����Һѹվ�������ڣ����а�����˨ͨ������桢Ԥѹ���ɹ̶���ԭ����λ�ã��������ֳ��������������м�װ�����ף�������װ�л���ף����л�������������ϲ�����һ��ѹ���ĵ�������ѹ�����������ϲ�����ѹ��ͬ�������²��������ֱ�����ٷ�Һ���ͱ��շ���ͨ��Һѹվ����ͨ����·�����������ϲలװ�������ݷ����������У��������²�����ǻֱ�Ӻ������ݷ���ͨ���ϲ�ͨ����·����ƿ�顣������װ�д��˻������������²�����Һ���ϲ��ĵ����ֿ��������ϲ�����һ��ѹ���ĵ��������븱������ͨ�������²��ʹ�ͷ�������ӣ���Ш��ѹ�����������ֻ������䡣Һѹϵͳ���ñá�������������ж�ɷ���ɵ���ϴ�����ѹҺԴ���ȱ�֤��ϵͳ���ȶ��ԺͿɿ����ִ����װ����������Һ���Ļ����������ᴸ�ʹ�����֡�
�ᴸʱ��ֻ���������ʹ�ͱ��������ڵĸ�ѹ�ͺ���������ǻ��ͨ���ɡ����˻����ڸ�ѹ�͵������£�Ѹ����ɴ�ͷ�Ļس̡�
���ʱ����������ʹ������ǻ��������ͨ����ŷ��������²�����ͨ�����ͨ������Һѹվ���䣬ͬʱ�����ϲ�������ѹ���ʹ�ͷϵͳ���������£�ʹ��ͷ���������˶���ֱ���γɴ��Ϊֹ��
������С�Ļ�ã������ֱ����ƴ���г�ʵ�֣����ݲ��ֿ�����ᴸ��������س̡������������ͼ�ͣ�մ��������ȶ��ֶ�����
������ѹ��е��ҵ����˾���ƽ�ʵʩ��Һ����ҵ�������У�ƾ�������ļ���������������ϵ�û����պ�Ҫ�����ڹ��أ������һϵ�м������⡣��Һ���Ĺ��ұ��ǰ���˾��������ƶ��ġ�����˾�Ե�Һ�������˶������ƣ���������С�������ɫ���ĵ�Һ����Ʒ���������£�
1������ˡ�X���ε���ṹ��
�Ͻṹ�������նʹ������ε���������۶̡�����λ�����¶Ȳ������ܵ�ȱ�㡣Ϊ�˲�ʹ��ͷ����������ʹ�����϶��С�����¿�����ֻ�üӴ����̬��϶�����ʱ�����ܸ�����أ����ѣ����ڶ�ģǻ����ʱ����ĥ�����ء�
Ϊ�˿˷�������㣬���ǶԵ�Һ�����������˴�����ƣ����á�X���ε���ṹ������X�͵����нϳ������ۣ���ͷ�������ͷ����뵼���淽�����һ�£�������ʱ�Ե����϶Ӱ�첻�����϶���Ե��ú�С(0.2mm����)��������ʹ�ö�������е�ƫ������ȫ���ɴ�ͷ�������е���ʹ�ô������������ߣ�ͬʱ�ͼ�����Ҳ���Խϴ����ߡ�
2���ӳ��ܷ������������������ܣ�
Һ������������ǻ�Ǹ�ѹ��������ǻ�Ǹ�ѹ�ͣ�������ڵĵ�Һ���������������������⣬���Dz�ȡ�Ĵ�ʩ�ǣ�
a. ��ߵ������ܣ��ӳ��������ȡ�
b. ������ĥ�����µĵ��л��������ܷ�����ܼ�ѹƫĥ���Ӷ�����ܷ����ʹ��������
c. ���õ¹����ڵĵ��Ϸ�U��Ȧ��Y��Ȧ�������ܷ�Ч�����ӳ���ά�����ڣ�����˶ʹ��Ŀɿ��ԡ�
d. ��ǿ����ͷ�Ķ�λ�������˴����������Ӷ�����ܷ����ʹ��������
3������������������˶������⣺
a. �Ľ����˺ʹ�ͷ���ӷ�ʽ������Ħ��ѧԭ������Ƴ���3��(ѹ�����ס�����)�ǽ��ṹ��ʹ�ô�����ԭ���ġ�˫�ṹ����Ϊ�����ṹ������������Ӧ�����еIJ������Ӷ��ﵽ�˼����ӿɿ��ֲ�ж���㡣���������ɱ���ߡ�
b. ���˱�������˹�ѹ���������α�ǿ������������˱���ǿ�ȣ����Ҹ����˱���Ĵֲڶȣ��Ӷ������ߴ��˵�ʹ��������
4������˷�����������⣻
���ڵĵ�Һ�����Ƶ�εͣ���������Բ������������һֱ���û�ͷ�۵�һ�����⣬���������ɶʹ�������ʱ�������Ϳ�ŷ�����������ȥ��������������Һ����������ϲ�ȥ���������һ���⣬���Dz�ȡ���´�ʩ��
a. �Ľ������Ϳ�ŷ��ķ����뷧о�IJ��ʣ�ѡ������ϵ����С��������ʣ���֤�����뷧о��Ƶ��״̬�²��Ῠ�����Ӷ�ʵ��ȫ�г��µĸ�Ƶ����������
b. �Ľ�����������ƣ��Ӵ������������Ӷ�������������е����������١�
c. ����������������ľ��룬ʵ�֡�����롱���ӣ��Ӷ������˶������ķ�Ӧ�ٶȣ��������ݻ�ЧӦ��Ӱ�졣
5���ִ����������ڶ���ͷ���죻
��Һ������ϸ���������Ǻ������ģ����ǵ¹�Lasco��˾�����ģ���Һ������ϸ�������ۣ����ı���ԭ�����նʹ��ġ����졪��ͷ�����ˡ�ϵͳ�ĸ���������ʹ��������е�ƫ���������ɴ�ͷ�������е�����������ɶʹ���˵����������칤���ص㣬ƫ����������ʱ����ϸ�������÷�������ص���Խ�ԡ�
�����ڶ�ģǻ�����ģ�ʹ�ʵʩ����ͷ�����죬������ϸ�������ۡ���Ȼ�Dz����õġ����ڶ�ģǻ�����ƫ�����ܴ��ټ����ն�ʱ����������أ����ԣ����µ������������أ��������֡�������������ˣ������ڽ��С���ͷ������ʱ�����ڶ�ģǻ������ƫ�������ģ�ʹ�����Ȼ���������նʹ��ġ����Դִ������ۡ���ȡ������Ч����
6����������������ڲ��ṹ��
���ڵĵ�Һ������ͷ��������������������������һ��������������˺��ӡ�������ڹ����������ܽ����غɣ���ͷ�س�ʱ�ùܴ��أ���ͷ���ʱ�ù�ж�ɣ��ܶ���ʼ�����ԶԹ����Ƚ϶��ӵĴ��ͻ���ֹ������Ѻͺ��쿪�ѵ�����
������������������������ڲ���һ��ʧЧ������������ʹ��Ҳ���ѱ�֤�������������ͳ�Ϊһ���ϴ�������Ҳ��Ӱ�춯��ͷ��������Ҫ���ء�Ϊ���������⣬���ǽ�����������ֱ���Ƶ��������棬ȥ����������ӹܣ�������������ʶּ����Ӷ�ʵ���������ڲ����ܻ����ӣ�����˵�Һ���ؼ�����Ŀɿ��ԡ�
7����������˴�ͨ�����Ͷ�������
���Ŵ��λ��Һ��������ƣ�������ǻ�ͻ������Խ��Խ����������ͨ���Ŀ�ŷ������������ܱ�֤���λ���Ĵ�������ʹ��Ƶ�ʡ�������ԭ�е�50�ͷ��Ļ����Ͽ������������70�������Ͷ����������ֿ���80�������Ͷ��������Ӷ�ʹ������ͨ����90mm����Ϊ110mm��145mm�������˶ʹ��IJ����Ժ�����ԡ�
8�����ϵͳ��������
��Һ��ϵͳ�������⣬Ҳ��һ���ܴ�ļ������⣬������Ӱ��ϵͳ���ܷ����ܺ������ܣ��Դˣ����Dz�ȡ�����´�ʩ����Ч������ϵͳ�������⡣һ������ȵؼ���ϵͳҺ�裬����ѡ����ͨ���������ٿ����ں�����Χ�ڣ�������������Ͷ�������ĥ��������������й�����Dz���ɢ��ϵ���ϸߵİ�ʽ�������ͽϴ���������ȴ�ã������ȴ�ٶȺ��͵�ѭ�����������⣬�ҹ�˾����³��ֵĵ����似�����������Ӧ���ڵ�Һ������ȴ�����������ã�Ч�����ã����������ڻ�������ȴϵͳ��˵��ȴЧ���ã�ά�����㣬ռ�����С���ر��ʺϻ����¶ȽϸߵĻ�����
�ʹ��ķ�չ���ƣ�
(һ)���ɶʹ��ķ�չ����
���ɶʹ���չ���ƾ��Ǵ��ͻ��ͳ�����
��ȥ��������ˮƽ��Լ�����ҹ�˫�����ɶʹ��������ֻ��5�֣��������ɶʹ��������ֻ��3�֡�Ŀǰ�������Ѿ�������8��˫�����ɶʹ���5�ֵ������ɶʹ�����һ�����ǻ���������10��˫�����ɶʹ���8�ֵ������ɶʹ���
����һ�����ƾ��dz������������ɶʹ�������Ҫ�����dzɹ�������ϵ�д������ϵ�в�������ϵ��װȡ�ϻ����û�ֻҪ�Ѷ��칤���������ǣ����ǿ����ṩ��Ӧ�ij������ɶ��豸��
(��)ģ�ʹ��ķ�չ����
ģ�ʹ���ģ�ͳ���ʹ�÷�Χ��㷺���豸��������Ҫ�ص��dz����ٶȿ졢���������Ժá��ͼ������ߡ���ˣ��ر������ڱ�������Ķ�����ͣ�������ͨģ�ʹ�����������ܾ�ȷ���ƣ��ʹ��IJ������ǿ���ģ�ߴ��������ж϶ͼ��Ƿ��ɣ�ģ�����ն�ʱ�ܵ�Ƶ���ij�����أ���������������ʵ�ִ���������ػ���ʹ���豸����������ȱ�֤�ͼ���ɣ��ֲ��������������������ģ�ߴ������أ������ģ�������ıؾ�֮·����������ȫҺѹģ�ʹ������ж��죬��������ʹ������ʵ�������ػ�����һ������ʹ�û������Զ������ϣ�ʵ���Զ�����������˲�������ȫҺѹģ�ʹ�Ϊ������ʵ��ģ��������ȫ�Զ�����������һ���ķ�չ���ơ�
�������һ������ȫҺѹģ�ʹ���
1������ԭ����
���ش������ͱ�-����������������ǻͨ��ѹ��Һѹϵͳ����ǻ���е������ơ���ǻ���ͷ�(��ƴ����)�������ͱá��������Լ�ͨ�����·��������ǻ�Ĺ������ָ�ѹ�ͽ�����ǻ��ʵ�ִ�ͷ�ļ������ºʹ���г̣���ǻһ��жѹ����ͷ�������ٻس̡���������ľ�ȷ���ƿ����ֻ�����ϵͳ���ƴ�����պ�ʱ��ij�����ʵ�֡�
2�������ص㣺
(1)����ʵ�ִ�������ľ�ȷ����
�����ش�ͨ����ȷ���ƴ�����ıպ�ʱ�䣬�ȱ�֤�˶ͼ�������������ֲ���������ij�����ܣ���˶���ģ�ߵ����������ߡ�ʵ�����������ƫ������ڡ�1.5%���ҡ����ڲ�ͬ�߶ȵ�ģ�ߣ����Է���ص�����ʼʱ�䣬��֤������ͬһ�Ժ�ȷ�ԡ�
(2)���س��ٶȺܿ�
����������ǻʼ��ͨ����������ǻһ��жѹ����Ѹ��̧�������ģ�߽Ӵ�ʱ��̣���������������ȷ�������ϣ�����ʹ����ģ��ʹ���������2�����ϡ�
(3)�����쾫�ȸ�
�ò�Ʒ���ڵ�����á�X���νṹ����˵����϶���Ե��ú�С������Ķͼ����Ⱥܸߡ�
(4)�����������ʺܸ�
�����������Կ��ƣ�����������Ⱥܸߣ�����Ķͼ��ɱ߽�Ϊ���ȣ������ڶ��쾫�ȸߣ�����ģ������ִ�ģ������˲��������ʺܸߣ�Ϊ���������춨�˻�����
(5)��������
���ڸò�Ʒ����������������豸����˱��Ƴ���ʹ�ͼ���ɣ��������ʣ�����������������С����ͳ�ʹ��IJ������ǿ���ģ�ߴ��������ж϶ͼ��Ƿ��ɣ���ʱ�жϲ���ϰ���ڶ���£�ʵ���Ƕ���ġ�
(6)����ײ������
ͨ����ȷ��������Һѹϵͳ������ͽ����׳ߴ磬ʹ�ô�ͷ����������������ƽ�ȣ���һ��ײ������ķ�����
(7)������
���ڸò�Ʒ������������أ������������������ϴ����²�װ�е¹����������ĸ�����Ʒ�Ƹ�����������Χ���������������κ�Ӱ�졣
(8)������
���ڸò�Ʒ�ڴ�������У��������С�����м���������С�������һ�ֻ����Ͳ�Ʒ��
(9)���ͼ�������Ϊ�ȶ�
����ͨ���̿����Ŀ��ƣ����ָ����ͼ��Ķ��칤��ɴ�������У���ʱ������Ҫ������ʹ�ã����ͬһ�ֶͼ����Եõ�һ�µĴ�������ʹ���������������˹������Ķ����ԣ���˶ͼ������Ƚ��ȶ���
(10)������ʵ���Զ�������
���ڴ������ʹ��������ʵ�����ػ������Ϊ��һ��ʹ�û������Զ������ϴ����˻������Զ�������������ʵ�֡�
3�������ṹ��
�� �ò�Ʒ�������˼·����������Ϊ����ͷ�������١����г̡���Ƶ�Ρ������ڴ�ͷ�����ܴ��Դ���Ƚ���ѹ��������٣�E=1/2MV2�������ش���������ٿ�����5.4��/�����£�������������ʼ��ߡ����ʹ���ٶȺ���Ҫ���ֽϸߵĴ��Ƶ�Σ������г�ҲҪ��Ӧ�ؼ�С����Ҳ�ǵ���������Һѹ����չ��һ���ձ����ơ�
�� ��������ȡ����������Ϊһ��ġ�U���λ��������ֽṹ��ʽ��Ȼ�����졢���غͻ�е�ӹ�����һ�������ѣ���ȴ�������ŵ㣺a.��������������������㸲�նȣ�ȷ���˴�ͷ�ľ�ȷ�������������ԭ���ϵ������ʣ�b.��U���λ���ʹ�����������Ϊ����������һ���֣����������������Ľ��ͺʹ��Ч�ʵ���ߣ�c.��U����ʵ��������������Ĵ����������С�����κ��������Ļ�����
�� ���죺���������նʹ������ε��������۶̣����¶Ȳ�����ȱ�㡣Ϊ�˲�ʹ��ͷ����������ʹ�����϶��С�����¿�����ֻ�üӴ����̬��϶��������������նʹ������Խ��о���ģ�͵�ԭ���ҹ�˾����������ȫҺѹ�����á�X���ε���ṹ�����ڴ�ͷ����ʱ�ʾ������״���ͣ�������ʶԽ��߲��ã��Ͳ�����ͷ�������Ͷ���С�����϶���ҹ�˾�����ش��Ӵ��˵���Ŀ��ȣ�X�ε������нϳ������ۣ���ͻ����Եؼ�Сƫ��ʱ�����ڵ������ϵı�ѹ���������ӳ������ʹ�����������쾫�ȿ��Կ�����0.2mm���£��������������Ϊһ��Ľṹ����֤�˻��ܵ��ȶ��ԣ�ʹ�öͼ����Ȳ�����0.2mm,ȷ������ģ�͵�Ч����
�� ���ˣ����ڲ���ϸ���˼����봸ͷ�ĵ��Ի���ṹ������˴��˸�����Ӧ�����У�ͬʱ�������г̶̣�Ҳ�����˶̴��˵ĸ������������Ӷ�ʹ�ô����ɹ�ȥ�ġ����������Ϊ�ˡ���Ч������
�� ����ģ��Ϊ˫Ш���ṹ���ɾ�ȷ����ģ�����Ҷ������������λ������ģ��ǰ��������ֵ���Ҫ��
�� ���������������ڲ�ж��ģ���ڣ����Ͽ��Ʒ�ʽ������Ϊ�Զ����̤�������ж����������Խ��Ͷͼ��İ�ģб�ȣ�������ģ���죬��߲��������ʡ�ͬʱҲ������ʵ���Զ���������
�� Һѹϵͳ
a. Һѹϵͳ�����ͱá���������ϴ�����������ǻʼ������������ͨ��Ϊ��ѹ��Һѹϵͳ��������ǻ������ͨ���Դ�����պ�ʱ��Ŀ�����ʵ�ִ�������Ĵ�С������������������Ʒ����ơ�һ���ȵ�����һ����λ��ͨ����ϵͳ����������Ҫ��ܸߣ���Ҫ�и�Ƶ�ʶ����ظ�����Ҫ��ϸߣ��������ѡ�ý���ԭװ����
b. ������������ṹ���봫ͳ�Ļ�����ȣ�������ĥ����ŵ㣬�ܷ�ɿ��Դ����ߣ�
c. ������ö���ʽ�ṹ���ڲ���·������������ϣ������Ľṹʹ��Һѹϵͳʵ���˼��ɻ����������������ʽ�ṹ��ȣ��ܵ�ϵͳ���ȴ�����̣�������ʧ����1�����ϣ�����ͨ�����ɻ�����·����ʵ�����ܻ����ӣ����������ӵĿɿ��ԣ�
d. Һѹϵͳ��������������ǻ֮�������˰�ȫ����һ�����˴��м���ѣ����Ͻ���ǻ�����������жϣ��Ӷ������ʹ�õİ�ȫ�ԡ�
�� ���ڵ����٣�Һѹϵͳ���Ǹ߶ȼ��ɻ�����Һ��������С���ô�ͳ��ˮ��ȴ��������Ҫ��ʹ�����죬�������Ҳ������50��C.
�� ����ϵͳ���õ¹�(�ൺ)�����̼������Ӷ������˶ʹ��ڴ�������в�������
�� ����ϵͳ�Ǹ��ݶͼ����������ƴ�������ʹ���������ҹ�˾������ȫҺѹ������OMRON����C200HS�ɱ����������������������������ģ�飬�����ڿ���������趨����������ڱ���ϵͳ������·ģ�������롣�綯������Ԥ���¶ȴ������������ɼ��¶������Թ�PLC�����������ò���ʽ�������ɼ����±仯������ȫ����PID(ѭ������)���ڡ�
����̸һ����һ�ֶ����豸������Һѹ���ķ�չ���̼���չ���ơ�
(һ)��չ����
����Һѹ��������ͨҺѹ���Ļ�������չ�����ġ��ҹ���һ̨����Һѹ����1953������������ɹ��ģ���ʼ������Һѹ������һЩҺѹ����Ԫ�����ľ��ޣ�����Һѹ���ķ�չ�DZȽϻ����ġ���ʮ������������Һѹ�����IJ��Ϸ�չ������Һѹ��������һ�����ٷ�չ�ڡ���2000����ǰ�ҹ��������ѹ������10̨����2006��һ�꣬Ͷ���˽������ѹ������17̨��2007��Ͷ��10̨�������Ͷ��̨���ͳ����˽����Ժ���ʮ��ķ�չ����С��λ�Ķ���Һѹ�����������ԶԶ�����������Һѹ��������Ŀǰ�ҹ�����Һѹ����������Լ��200��̨��
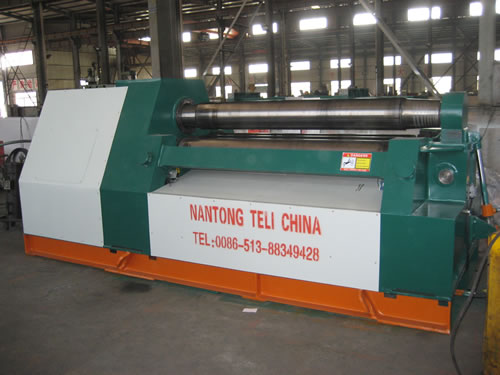
�ҹ�˾���ɶ���Һѹ���Ķ�λ��800�ֵ�5000�ֲ��ȣ��ɶ���5�ֵ�60���صĸֶ������ǹ�˾�����Ķ���Һѹ����Ҫ�����¼��������ص㣺
������ǿ�ȵĺ��ӽṹ���������õ��г������Ժ���Ӧ�ԡ�����Һѹ������������Q235�ְ庸�Ӷ��ɡ��ܹ������û��Զ���Һѹ���IJ�ͬҪ����������������������ڲ����IJ����ϲ��ø��ܶȵģ��ͽṹ������͵�������������λ��������ԲͲ���Ӷ��ɣ��ں��ӹ����ϲ��ö�����̼������������ΪU�͵��ߺ��죬����72Сʱ�˻�������֤��������������
2�����нϸߵĿ�ƫ��������ʹƫ�Ķ���ʱ���������ĺ����������ڻ����������ϼӳ��������ĵ�������˵��ȣ���Ч������˻����Ŀ�ƫ��������ͨ����������������ķ���һ������м���������֮��Ϊ1:1:1,������Ƶ�����֮��Ϊ3:1:1,�������ڼ���������������,�ͼ�������ƫ�����IJ������������������������ùؽ��������ӣ����巨��������λ�ķ�ʽ����Ч��������ƫ������Ӱ�졣
�������з����ݵĻ�ģ���ܣ��ɽ����ȳ���ģ������������ҵ�����ٻ�ģװ�ò��������������������ĸ��������붨λԲ���ڣ��ܷ���İ�����̶����ϵ���ϡ����ж����ʱ������������γ���������Բ�����Ϳɰ������ж������
���������ڸ��١���������ʱ�������ƽ�ȡ�������ŵ㣬��ʵ��ÿ����45�εķ������졣Һѹϵͳ���õ���˫����������װ������ϵͳ����װ�������ܷ��Ժá������ȺͿɿ��Ըߣ�ͬʱ��������������Ⱦ���ŵ㣬�dz����ö��컷�������ö�������ϵͳ��ʹ�ܵ���Һ���仯ƽ��������Һѹ�����ʹ��������ƽ�ȡ�����˫����������Һ�����������˹ܵ������������ڸ��ٻ���ʱ�������˻�������
(��)��չ����
����Һѹ����չ�����ڣ���һ����չ���ƾ���������һ�������ԣ���һ���������������������Ŀ��Ҳ�ǰ���˾��һ���ļ���������Ŀ�ꡣ
1��������
Ŀǰ����Ķ���Һѹ�������϶��ǿ�ͻ�����ʹ����ɴﵽÿ����100�����ϡ��ر����ʺ϶����¶������С�ĸߺϽ���ϡ������ɶ��豸�б���Ϊ�Ƿ�չ����Ҫ����֮һ�������ͻ����ļ�����������ڿ˷�������е�Һѹ�����������
2������������
ͨ����������ϵͳ�����ƶ���Һѹ����Һѹϵͳ��ʵ���豸�������ܻ����Ӷ�ʵ�־��ܶ���ѹ�ƺͶ�ѹѹ�ơ������Ͳ�����ͨ����������ƣ���ʵ����������������������Ч�ʣ��ͼ�����Ҳ�кܴ�̶ȵ���ߣ��ͼ��ɱ��ɵõ���Ч���ơ�
�����豸�ķ�չ�ӵ��������ڣ��Ѿ��߹���һ�����������̣��ر��ǵ������ڣ������豸����������һ�����ٷ�չ��ʱ�ڡ���Щ�����ķ�չ�벻����ѹ��ҵ��ʶ֮ʿ�IJ�иŬ����������Я��������Ϊ�й���ѹ��ҵ�ķ�չ���������ס� |